- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

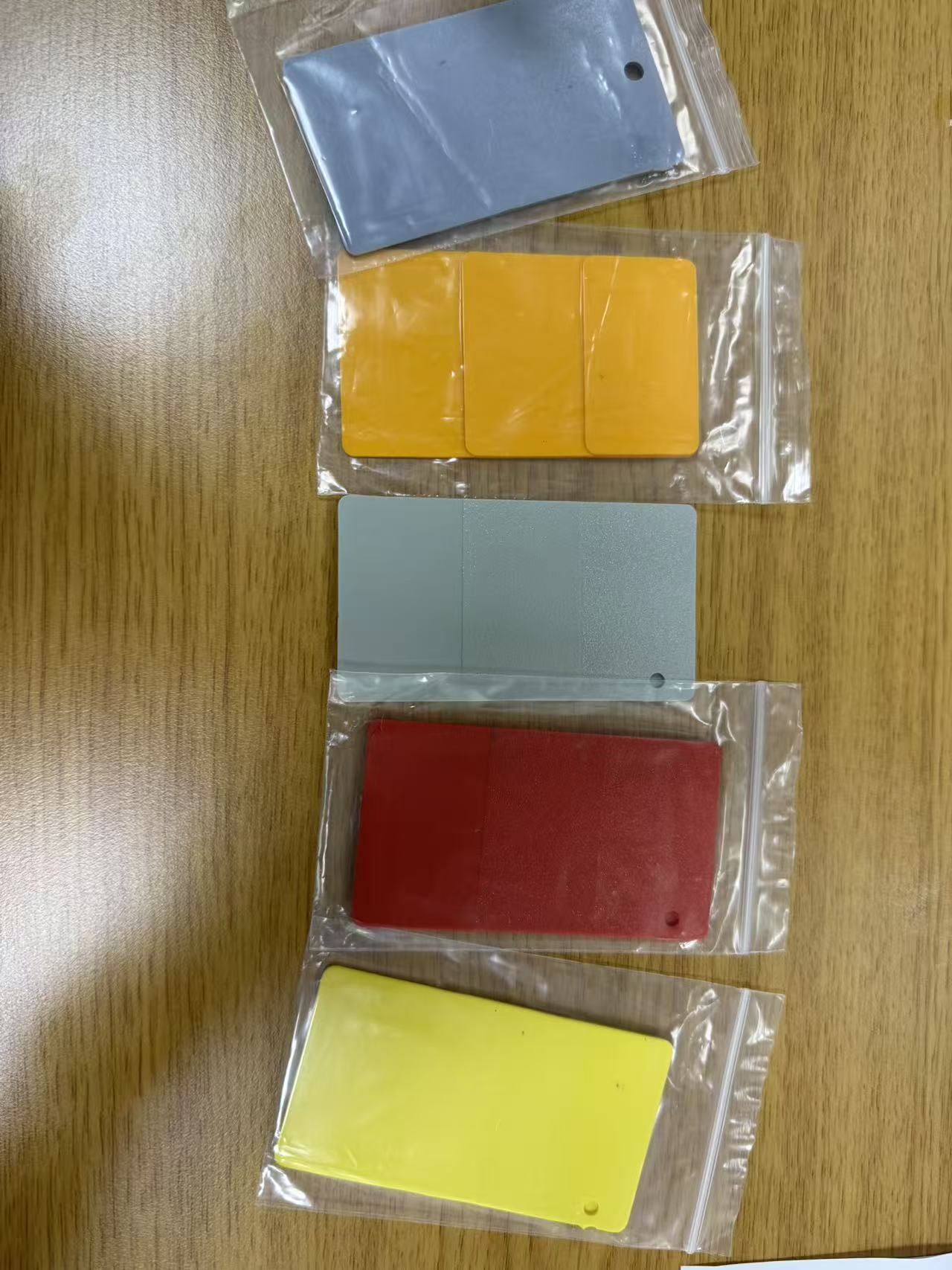
Hiểu các giá trị trong phòng thí nghiệm: Cách thực sự để đọc màu sắc - Ba thông số cốt lõi để kiểm soát sự khác biệt màu sắc trong nhựa kỹ thuật
“ΔE là 2,1 trên báo cáo của máy đo màu có được chấp nhận hay không?”
“Khách hàng nói rằng các giá trị của Phòng thí nghiệm không phù hợp, nhưng đối với tôi, màu sắc gần như giống nhau.”
Đây là những câu hỏi mà đội ngũ kỹ thuật của chúng tôi nghe được hàng ngày. Trong ngành nhựa kỹ thuật, sự khác biệt về màu sắc không còn được đánh giá bằng mắt thường nữa. Cho dù đó là các bộ phận bên trong ô tô, vỏ điện tử 3C hay các bộ phận kết cấu công nghiệp, khách hàng hầu như luôn đưa ra Tiêu chuẩn chấp nhận chênh lệch màu sắc nêu rõ: ΔE ≤ 0,5, với các giá trị L, a, b nằm trong dung sai quy định.
Vậy chính xác thì L, a và b là gì? Và tại sao chúng đáng tin cậy hơn kiểm tra trực quan? Hôm nay, chúng tôi sẽ giải thích ba thông số này bằng ngôn ngữ sản xuất nhựa kỹ thuật.
I. “Hệ tọa độ” của màu sắc: Không gian màu Lab
Hãy tưởng tượng rằng để xác định chính xác một vị trí trên bản đồ, bạn cần có kinh độ, vĩ độ và độ cao. Không gian màu Lab là “hệ tọa độ ba chiều” cho màu sắc.
Được thành lập bởi Ủy ban Quốc tế về Chiếu sáng (CIE) vào năm 1976, nó vẫn là tiêu chuẩn vàng toàn cầu về đo màu. Bất kỳ màu nào cũng có thể được định vị duy nhất trong không gian ba chiều này bằng một tập hợp tọa độ (L, a, b).
• Giá trị L (Độ sáng): Phạm vi từ 0 đến 100. L=100 là màu trắng tinh khiết, L=0 là màu đen thuần khiết. Trong nhựa kỹ thuật, phần màu đen xuất hiện màu xám hoặc phần màu trắng chuyển sang màu vàng về cơ bản là sự thay đổi giá trị L.
• một giá trị (màu đỏ-xanh): Giá trị dương biểu thị màu đỏ, giá trị âm biểu thị màu xanh lục. Khi ABS chống cháy lẽ ra có màu đỏ tươi chuyển thành “màu đỏ gạch xỉn”, thì giá trị a có thể là vấn đề.
• Giá trị b (Màu vàng-xanh): Giá trị dương biểu thị màu vàng, giá trị âm biểu thị màu xanh lam. Giá trị b là thông số “nhạy cảm” nhất – các vật liệu như PBT, PC và nylon dễ bị ố vàng trong quá trình xử lý ở nhiệt độ cao. Khi giá trị b thay đổi dương, phần đó rõ ràng “chuyển sang màu vàng”.
II. Ba con số, ba “Triệu chứng chênh lệch màu sắc” thường gặp
Trên sàn sản xuất, chúng tôi nhanh chóng chẩn đoán nguyên nhân gốc rễ thông qua những thay đổi trong giá trị Lab:
1. Độ lệch lớn về giá trị L – Ưu tiên kiểm tra tình trạng vật liệu và quá trình đúc.
• Giá trị L cao (quá trắng/nhạt): Có thể nhiệt độ khuôn thấp hoặc lượng titan dioxide trong hạt màu không đủ.
• Giá trị L thấp (quá tối): Có thể làm vật liệu bị xuống cấp (tiếp xúc với nhiệt độ cao quá mức) hoặc khả năng thông hơi của nấm mốc kém.
2. Độ lệch giá trị lớn – Ưu tiên kiểm tra công thức nguyên liệu.
• Sự thay đổi giá trị dương (màu đỏ): Thường gặp ở các vật liệu chống cháy, trong đó chất chống cháy bị phân hủy ở nhiệt độ cao, gây ra sự đổi màu của chất màu.
3. Độ lệch lớn của giá trị b – Ưu tiên kiểm tra điều kiện sấy và nhiệt độ phun.
• Giá trị b thay đổi dương (màu vàng): Nguyên nhân phổ biến nhất là sấy khô quá mức hoặc nhiệt độ nóng chảy quá cao. Chất liệu nylon đặc biệt nhạy cảm – giá trị b chênh lệch 0,5 sẽ có màu “vàng” rõ ràng khi nhìn bằng mắt thường.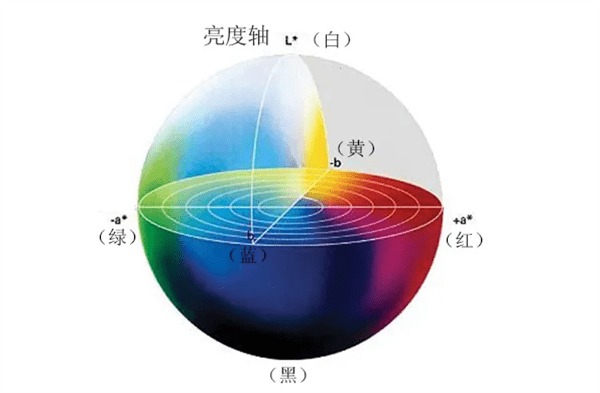
III. ΔE là gì? Tại sao chúng ta không thể chỉ dựa vào ΔE?
ΔE là độ lệch tổng hợp trên các kích thước L, a và b, được tính như sau:
ΔE = √[(ΔL) 2 + (Δa) 2 + (Δb) 2]
Nó sử dụng một con số duy nhất để tóm tắt “tổng sự khác biệt về màu sắc”, giúp việc đánh giá nhanh chóng trở nên dễ dàng. Tuy nhiên, vấn đề là: Cùng một ΔE có thể biểu thị những độ lệch màu rất khác nhau.
Ví dụ:
• Trường hợp A: ΔL=1,0, Δa=0, Δb=0 → ΔE=1,0 (hơi trắng quá)
• Trường hợp B: ΔL=0,6, Δa=0,6, Δb=0,6 → ΔE≈1,04 (độ lệch theo cả ba hướng)
Cả hai đều có ΔE gần như giống nhau, nhưng Trường hợp B “phức tạp” hơn và có thể trông “lầy lội” hơn bằng mắt thường. Do đó, việc kiểm soát chênh lệch màu sắc chuyên nghiệp phải xem xét cả dung sai ΔE và từng cá nhân. Tiêu chuẩn chung cho các bộ phận nội thất ô tô là: ΔE < 1,0, với |ΔL| < 0,5, |Δa| < 0,5, |Δb| < 0,5.
IV. Sự khác biệt màu sắc đến từ đâu? Bốn nguồn chung
Dựa trên nhiều năm kinh nghiệm phục vụ khách hàng, các nguyên nhân chính gây ra sự khác biệt về màu sắc thuộc bốn loại:
1. Sự khác biệt về lô vật liệu - Các lô nhựa kỹ thuật khác nhau có thể có một chút khác biệt về màu cơ bản. Ngay cả đối với cùng một loại, sự dao động giá trị b theo từng đợt trong khoảng 0,3–0,5 đối với POM không phải là hiếm.
2. Quá trình sấy khô mất kiểm soát – Các vật liệu như nylon, PET và PC rất nhạy cảm với độ ẩm. Phơi khô quá mức hoặc sấy khô quá mức có thể gây ố vàng. Trong một trường hợp, người vận hành đã tăng nhiệt độ sấy từ 80°C lên 100°C, khiến giá trị b tăng từ 1,2 lên 2,8, loại bỏ toàn bộ lô.
3. Độ trôi của quá trình ép phun - Những thay đổi nhỏ về áp suất ngược, tốc độ trục vít, tốc độ phun, áp suất giữ, nhiệt độ khuôn, v.v., có thể làm thay đổi dòng chảy nóng chảy và hành vi kết tinh, ảnh hưởng đến sự xuất hiện màu sắc. Vật liệu gia cố bằng sợi thủy tinh đặc biệt nhạy cảm.
4. Sự khác biệt về môi trường đo – Các máy đo màu, nguồn sáng, khẩu độ đo hoặc thậm chí áp suất do người vận hành áp dụng khác nhau có thể ảnh hưởng đến kết quả đọc. Khách hàng và nhà cung cấp phải thống nhất về tiêu chuẩn đo lường thống nhất (ví dụ: đèn chiếu sáng D65, góc quan sát 10°).
V. Kết luận: Màu sắc có thể được quản lý
Trong nhựa kỹ thuật, màu sắc không còn là điều bí ẩn nữa. Ba số L, a, b biến cảm giác chủ quan “Tôi nghĩ màu sai” thành thực tế khách quan “Giá trị L vượt quá giới hạn cho phép 0,6, giá trị b vượt quá dung sai 0,8”. Hiểu được bốn nguồn gốc của sự khác biệt màu sắc giúp chúng ta ngăn ngừa các vấn đề trước khi chúng xảy ra.